Quality Auditing
During the design
phase auditing will be undertaken by the Project Quality
Engineer to ensure that the design output conforms to the
design input requirements.
Design verification should be planned and performed and
the results fully documented as part of the design process.
Depending on the programme of work this will be
undertaken as follows: -
-
As part of the Project Team with attendance at Design
Reviews.
-
At a salient point in the project's development, by
checking calculations and comparing new design with
company standards and similar proven designs. This may be
undertaken on completion of design before manufacture and
delivery.
-
As a periodic project audit.
This is to ensure that the required Procedures and
Standards for work are adopted.
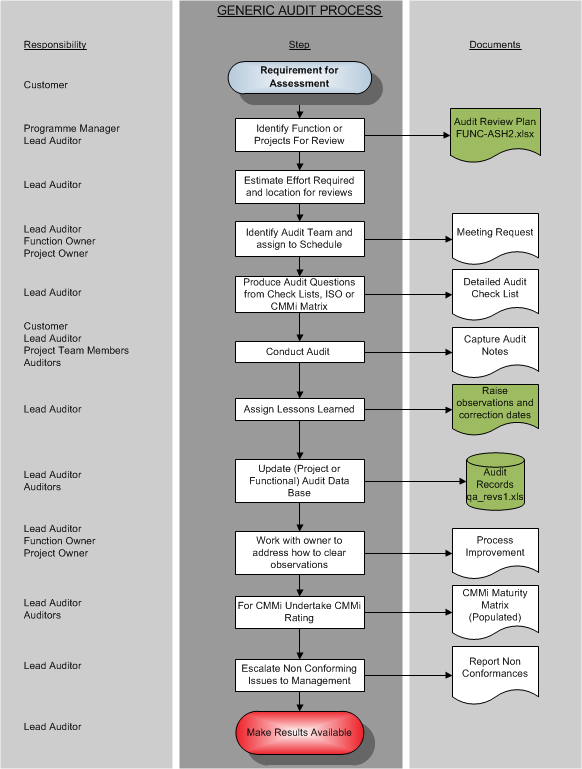
Typical audit
process for a system audit.
Documentation Control
A key functions of Quality is to define the
documentation structure and the documentation style guides,
document format can best be achieved through the use of
templates.
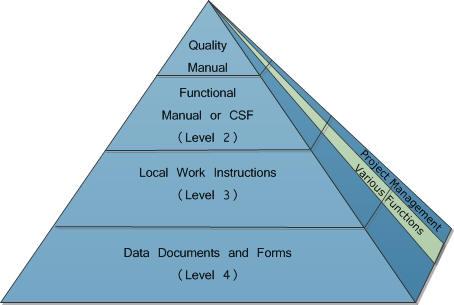
The various functional process are verified
by audit against the chosen quality methodology.
Workmanship Standards
Workmanship Standards for manufacture will be in accordance
with CMMI Ltd Quality Assurance Workmanship Standards Manual.
These standards will be modified and amended in line
with the general requirements for workmanship required by
a customer. Where a
contract requires specific criteria for manufacture the
Workmanship Standards Manual may be further expanded by any of
the following and identified in the associated Quality Plan.
Inspection
Inspection is
undertaken in accordance with the standards for manufacture.
When deemed more appropriate on a programme of work
specific standards for production and installation inspection
and testing requirements may be identified by a Quality Plan.
Inspection and testing shall be performed throughout
the manufacturing and integration stages.
The inspector or test engineer is responsible to ensure
that the equipment used for inspection and test is in
calibration and is electrically safe.
Inspection by
operators, automated inspection gauges, lot sampling, or first
inspection and test and any other type of inspection shall be
employed in any combination desired.
This will be assessed as to proficiency to ensure
product quality and integrity.
Certain chemical, metallurgical, biological, sonic,
electronic and radio-logical processes are so complex in
nature that specific work instructions shall be produced.
These will identify specific environment, certification or
monitoring requirements.
The level of inspection will be adjusted to tighten or
lesson the type of inspection and amount dependant on risk
analysis.
Records of
inspection shall be recorded on the Process Control Record by
Quality Assurance.
Inspection of sub-assemblies that cannot be inspected later
shall be adequate to reflect conformance with its
specification requirement.
In the case where inspection is undertaken off-site for
which a Process Control Record or Goods Inwards Note is not
applicable, a Strip and Investigation Report OP10SIR1.DOC may
be used for formal hardware evaluation.
Testing
Unless projects'
needs require otherwise, the basic set of test specifications
comprise Hardware Integration Test Specifications, Subsystem
Integration Test Specifications, Factory Acceptance Test
Specifications and Site Acceptance Test Specification.
Production test specifications are usually produced by the
relevant equipment supplier. In general, test
specifications contain the detailed information needed to
carry out the tests that were identified in the test plan.
This includes the instructions for setting up and
conducting the tests, and the methods for analysing the
results. If
particular adaptation data settings are required prior to or
during a test, these may be listed in an annex or appendix.
All test
specifications should be written such that they provide
repeatability and that they could be run by someone with a
reasonable knowledge of the system under test.
It is neither practical nor sensible to try to make the
specifications so detailed that they could be run by a
non-technical person.
However, it is likely that FAT and SAT specifications
will need to go down to a greater level of detail because
customers are often actively involved in the conduct of these
tests.
Nevertheless, the aim when writing any specification should be
to avoid excessive or unnecessary detail, with a view to
keeping documentation costs to a minimum. Test
specifications should be produced by Engineering approved by
QA and identify the
-
Product
to be tested.
-
Applications
to be performed.
-
Who the users are and their requirements
-
Product function and performance requirement.
-
Software or equipment versions for testing.
-
Environmental and test equipment needed inc. any special
tools required for testing.
-
Documentation required to undertake testing
-
Method results shall be recorded i.e. electronically, test
result sheets etc. and how they shall be reported.
-
Reliability Requirements.
-
Serviceability acceptable during the testing during
testing.
Including policy on software changes and impact to test
results.
-
Test programs that must be developed.
-
Safety considerations.
-
Location of testing.
-
Test staffing requirements inc. subcontracted work.
-
Schedule requirements.
-
Sample size for testing.
-
Level of accuracy required/tolerance
-
It is necessary to ensure that supplier FATs include a
period of time to undertake product QA.
-
Dependencies.
-
Hardware
-
Software
-
Equipment
-
Personnel.
Quality Assurance
will be responsible for review and agreeing all test
specifications and test schedules produced by CMMI Ltd.
Test Specifications may be formulated in two parts
-
Part 1, Production Acceptance Specifications
-
Part 2, Production Test Schedules.
Where Acceptance Test Specifications are written by
major sub-contractors, specifications will be written in a
format to be agreed by CMMI Ltd.
The results of all testing undertaken be CMMI Ltd
will be recorded on a Test Result Sheet OP10TRS1.DOC and
completed results filed in the Quality Assurance Project
file.
Test Engineering
shall develop test procedures and identify test points in
production. The
requirements in NES 1018 Requirements for Testing and Test
Documentation and DEF-STAN 00-52,
may be used as a guide to test specification criteria.
Appropriate templates for HIT, SIT FAT and SAT
specifications are available as local Work Instructions.
The Test
Preparations section contains any information that is
relevant to the whole test rather than specific to one
particular test case.
It may also include information about pre- and
post-test activities.
Within this section details of any hardware preparation
should be included which may cover some or all of the
following if applicable :
-
Any specific hardware to be used, by name and/or number.
-
A check for evidence of satisfactory calibration of test
equipment.
-
Any switch settings and cabling necessary to connect the
hardware - these shall be identified by name and location.
-
Diagrams to show hardware items, interconnections, and
control & data paths.
-
Precise instructions on how to place the hardware in a
state of readiness.
Similarly details
of software preparation are included.
This describes any actions that are required to bring
the software under test into a state in which it is ready for
testing. It may
also include similar information for test software and/or
support software.
Such information may include some or all of the following if
applicable :
-
The storage medium of the software under test.
-
The storage medium of any test or support software, e.g.
emulators, simulators, data reduction programs.
-
When
the test or support software is to be loaded.
-
Instructions, common to all test cases, for initialising
the software under test and any test or support software.
-
Instructions for loading and configuring any COTS software
products.
-
Common adaptation data to be used.
Initialisation supplements, on a per test case basis,
the information given in the Test Preparations section
described above.
Where applicable the following information may be included:
-
Hardware and software configuration.
-
Flags, pointers, control parameters to be set/reset prior
to test commencement.
-
Pre-set or adaptable data values.
-
Pre-set hardware conditions or electrical states necessary
to run the test.
-
Initial conditions to be used in making timing
measurements.
-
Conditioning of the simulated environment.
-
Instructions for initialising the software.
-
Special instructions peculiar to the test.
Test
Inputs provides the following information where
applicable :
-
Name, purpose and description of each input.
-
Source of the input.
-
Whether the input is real or simulated.
-
Time or event sequence of the input.
Test
Procedure his contains the bulk of the test
specification including the step by step instructions.
These take the form of a series of individually
numbered steps listed sequentially in the order in which they
are to be performed.
The following types of paragraph should be included in
each test case :
-
Introductions and explanations of the test case (in normal
type face).
-
Explanation of a test step (in normal type face).
-
Test operator actions and equipment operations required
for a test step (in bold type face).
-
Expected result or system response (in italic type face).
Note that a result box may be provided in the right
hand margin; during conduct of the test, this box may be
used to hold a tick if the step is a simple pass, a number
or value if a measurement is required, or a reference to
an observation if the step fails or causes an unexpected
side effect.
Prior to test
conduct, a Test Readiness Review (TRR) will be convened to
ensure adequate preparation for formal testing.
At this review, the following shall be considered:
-
Scope of the test (test specification sections to run,
IO’s to clear etc.).
-
Adequacy of Test Specifications in accomplishing test
requirements.
-
Review of the results of previous runs of the test
specification.
-
Hardware status (hardware buildstate reference).
-
Software status.
-
Hardware and software buildstates.
-
Any test tools or external emulators to be used (version
numbers etc.).
-
Test roles and responsibilities.
-
Status of outstanding observations.
-
Go/Nogo decision.
This is a
formal meeting, chaired by the Project Manager or
nominee and its outcome and points are recorded in the Test
Result Sheet page 1 before testing.
A Test Readiness Review would normally be held a few
days before the planned start date of a test.
However, in some instances, with the agreement of all
parties concerned the TRR can be held immediately prior to the
test.
The items
selected for final inspection will be as a result of the
criticality and likelihood of being found faulty.
Sampling inspection may be adequate in some
circumstances.
Testing of all
equipment will be recorded on a Test Result Sheet
OP10TRS1.DOC. The
Engineer is responsible for ensuring that the equipment used
for testing is calibrated and recorded.
Testing should be conducted in the presence of Quality
Assurance who will sign the Test Result Sheet.
In instances where the test engineer is known to have
the right experience and the testing is low risk, with
agreement of Quality Assurance the engineer may undertake
testing independent of Quality Assurance oversight.
The test result sheets
will then be signed by the engineer and presented to Quality
Assurance for checking and signing.
The Test Result
Continuation Sheet OP10TRC1.DOC is to be used to record
specific criteria of the test specification.
Test description and results must be recorded when
measured values are taken and may be used for subsequent
analysis, or ambiguity would otherwise result.
A number of paragraphs can be recorded on one line
providing the result is to specification.
A new line in the test result sheet is to be used to
record each failure or required change to the specification.
Where testing
identifies an error in the test specification, this must be
recorded in the column identified 'spec change'.
Having recorded that a specification change resolves
the problem and recorded in the remark's column, the
subsequent result may then be marked as a pass.
All failures and specification changes must be recorded
and the relevant test specification paragraph identified.
No product shall be despatched until all the activities
specified in the Quality Plan or documented procedures have
been satisfactorily completed and the associated data and
documentation is available and authorised.
The factory
acceptance test is a high level functional test of the
complete system to demonstrate the overall operation of the
system without testing any specific part.
It should be written so that it can be performed by a
third party with limited knowledge of the system.
Where site acceptance is not planned for this testing
may involve Customer Acceptance.
CMMI Ltd Quality
Assurance shall be represented at all trials, installation,
commissioning and setting to work of any equipment where
Quality aspects are required to be assessed.
The objective of Site Acceptance Testing is to prove a
functional test of the system operations in the desired
environment with live data.
It shall demonstrate the systems operation with
required interfaces. Testing at site will be to Final
Acceptance Test Schedules agreed with the Quality Engineer and
to the same criteria and procedures as in house testing.
The Quality Assurance Manager may, at his discretion,
delegate such tasks to a member of the trials, installation or
commissioning team.
During system
integration it is important that regression testing is carried
out to ensure that changes and enhancements have not adversely
affected parts of the system that have previously been tested.
Whilst it is not possible to precisely define a set of
rules for regression testing, the intention should always be
to cover as wide a range of functions as possible with
particular emphasis being placed on areas that are likely to
have been affected.
Informal
regression testing is usually performed utilising only the
test engineers knowledge of the system and intuitive skills
based on known problem areas of previous systems. It is
usually conducted without formality or repeatability in mind
as the primary objective is to gauge the ‘acceptability’ to
SITD of the software build for full system integration.
The result of
informal regression testing will one of :
-
Build is of sufficient quality to be released for system
integration and software team use.
-
Build is not of sufficient quality for system integration.
Areas of software requiring attention are flagged
to the software teams concerned.
Some criteria to
be applied during informal regression testing are as follows,
although this is not an exhaustive list.
Any ‘No’ answer would be addressed with the question
‘Would using this build with these faults further the
integration process?’.
In most cases it is reasonably obvious whether the
software is of an acceptable ‘quality’ however in case of
doubt the project Quality Engineer is the final authority.
-
Does the system stand up during normal use?
-
Do all the external interfaces work?
-
Do the major internal interfaces appear to work?
-
Is there any added functionality over the previous
integration build?
-
Is data displayed correctly on the screens?
-
Is the integrity of the data good (no obvious data
corruption)?
-
Is the system usable (e.g. a response time of 30 seconds
for each command may be deemed unusable for integration)?
-
Does this system allow integration to proceed?
If there has been
a significant change in functionality during the integration
phase, there may be a need to
re-run some or all of the integration tests.
The extent of the re-test will be decided in each
individual case by the project Test Manager.
In the event of a
problem during site acceptance it may be necessary to
undertake formal regression testing driven by the customer, or
in their absence in conjunction with QA, however the starting
point should be a selection of tests from the sub-system
integration test specifications that demonstrate a large
percentage of the functionality of the system.
To these should be added extra tests in areas where
software changes have been made since the previous formal
testing exercise.
Other points to
consider are as follows :
-
Are extra tests needed in areas of functionality where
historically problems have been encountered ?
-
Are specific performance tests appropriate considering the
latest changes to the software ?
-
Is a stability or soak test appropriate ?
-
Should tests with specific failure conditions be included
?
-
Could tests of functional areas that have shown no faults
for some period of time be left out ?
|